
 Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us

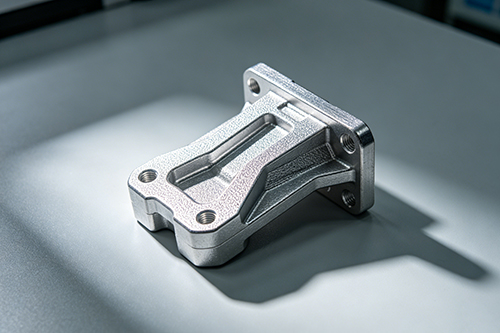
Custom Al7075 MIM Feedstock for Complex-Shaped High-Strength Alloy Parts

Customer Background
Our customer, a research and development team based in Turkey, sought to evaluate the feasibility of manufacturing complex-shaped components using the Al7075 alloy via the metal injection molding process. Their focus was on obtaining parts that not only met high strength requirements but also allowed for intricate geometries. The team had a long-standing background in alloy processing and prototype testing, yet they needed a reliable partner with deep expertise across the full spectrum—from powder formulation to final sintering.
The project was critical. The team's success hinged on achieving parts with superior density and mechanical performance while verifying that the Al7075 MIM process could be adopted for eventual scaled production. Past experiences had shown that any deviation in feedstock quality could compromise the material's performance, especially when dealing with complex geometries.
Challenge
The R&D project presented several intertwined challenges that required rigorous technical attention:
- Material Composition and Powder Loading: For Al7075, maintaining an optimal powder loading was essential. An imprecise balance could lead to defects. The target was to achieve a feedstock with powder loading around 60% by volume. Small variations in particle distribution and binder interaction risked local density issues.
- Binder System and Process Compatibility: The team needed a binder system that would provide uniform distribution without leaving residue during debinding. Early tests revealed binder residues in preliminary samples, hinting at compatibility issues. Even minor inconsistencies could affect sintering and final part density.
- Sintering Profile Optimization: Achieving a sintered density above 98% required carefully calibrated temperature and time cycles. Our challenge was to fine-tune a sintering process that would facilitate a complete densification without compromising the complex architecture of the parts. Real-world constraints also included a stringent lead time, as the R&D timeline did not allow for repeated trial-and-error cycles.
Why They Chose SAM
Stanford Advanced Materials (SAM) was selected for several compelling reasons:
- Extensive Expertise: With over 30 years of experience and a portfolio encompassing 10,000+ materials, our team has a proven reputation for tackling materials challenges that demand both precision and innovation.
- Customized Capabilities: Our approach integrates thorough process support from powder development through to sintered part delivery. This customization was exactly what the customer needed to bridge the gap between experimental R&D and practical production.
- Global Supply Chain and Responsiveness: Our worldwide network enables us to meet tight deadlines. The customer's project required rapid turnaround due to R&D schedules, and our ability to mobilize our resources globally was key.
During initial discussions, we identified slight discrepancies in the customer's earlier binding trials. Sharing our technical observations helped set realistic expectations—and the subsequent adjustments proved essential for successful feedstock development.
Solution Provided
Our solution was multi-faceted and built on a detailed understanding of Al7075's unique requirements:
We began with an in-depth formulation of the Al7075 feedstock. Recognizing that particle size uniformity is critical, our team measured the aluminum powder and confirmed a particle size average of about 25 µm with a tolerance of ±2 µm. This uniformity is vital for ensuring consistent performance during MIM processing.
For the binder system, we developed and optimized a custom blend that aided in even dispersion through the feedstock matrix. During early testing, we noticed that a slight excess in binder led to regions with incomplete debinding. This observation prompted us to adjust the binder ratio carefully, settling on a formulation that balanced viscosity and burn-off characteristics optimally, ensuring minimal residue post-debinding.
Sintering parameters were then tailored to maximize density without compromising the complex geometries. We adopted a sintering schedule with a controlled ramp-up to 580°C ± 5°C, holding for approximately 90 minutes. This step was crucial for achieving the target density of >98%. Minor tweaks—based on observations during initial sintering cycles—ensured even heat distribution across the sample and minimized localized thermal gradients.
Packaging of the feedstock was handled with meticulous care. To preserve the precise material properties, the feedstock batches were sealed with anti-oxidation packaging and labeled with key specifications, including the powder loading, binder percentage, and sintering profile. This attention to detail allowed the R&D team to confidently integrate the material into their testing setups.
Results & Impact
The outcome of our collaborative effort exceeded the initial expectations:
· Achieved Density and Structural Integrity: The sintered parts consistently reached a density greater than 98%, meeting the stringent mechanical performance criteria. This was a significant improvement over earlier prototypes, where densities were slightly lower, risking part performance.
· Enhanced Feedstock Consistency: The custom binder system and refined powder loading resulted in a uniform feedstock. Each batch demonstrated minimal variation in key parameters—vital for reliable MIM processing.
· Streamlined R&D Cycle: With our tailored process, the customer managed to reduce the number of prototype iterations. The optimized sintering cycle and controlled feedstock composition enabled faster, more predictable material behavior, fitting well within the tight technological roadmap they faced.
· Feedback-Driven Adjustments: Our iterative adjustments during initial tests validated that even small changes in binder composition or sintering dwell time could significantly impact the end result. The observations we noted early on informed final process parameters, leading to a robust and reproducible production process.
The successful deployment of this Al7075 feedstock not only supported the immediate R&D project but also offered broader insights on adapting MIM techniques for high-strength, complex-shaped aluminum parts.
Key Takeaways
This case illustrates several critical lessons:
- Even minor variances in powder loading or binder composition can have outsized effects on the final product quality, especially when working with a high-strength alloy like Al7075.
- Tailoring the sintering profile, with precise temperature controls (e.g., 580°C ± 5°C and a controlled hold time), is indispensable for reaching the desired density threshold.
- Transparency in early-stage testing—where we noted slight binder residue issues—allowed us to make effective adjustments that ultimately ensured consistent performance.
- A responsive supply chain and the ability to customize process parameters are vital for meeting rigid R&D timelines while ensuring technical requirements are met.
In working together, our experience and technical capacity at SAM translated into a feedstock solution that not only met but, in many aspects, surpassed the rigorous demands of complex R&D applications. The project underscored the value of detailed engineering oversight and iterative, evidence-based process refinement, providing a solid foundation for further material development initiatives.


 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews



