Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us

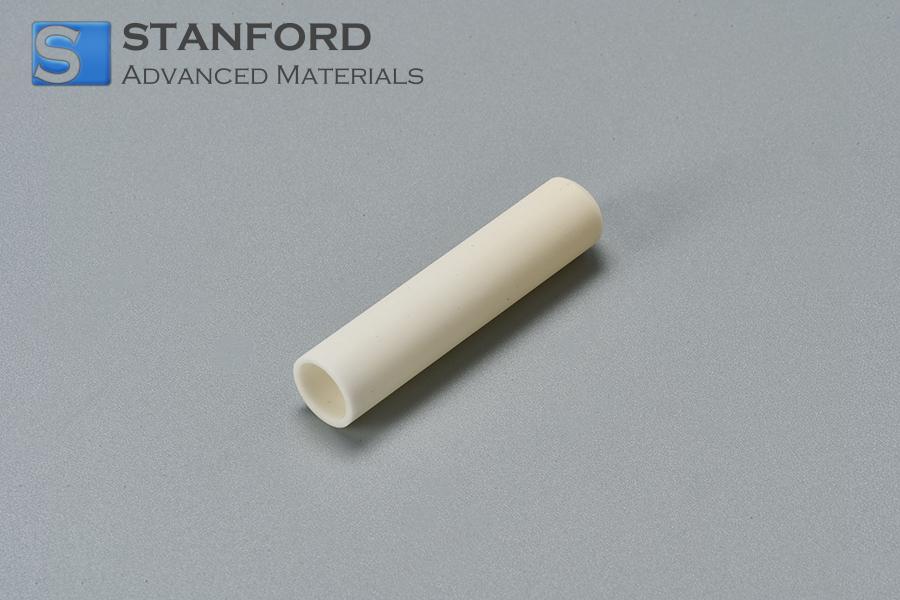
1mm OD Alumina Tube Supports Miniaturized Medical Device Assembly

Customer Background
A medical device manufacturer was developing a small-diameter component for an implantable or surgical instrument assembly. The part sat inside a compact subassembly where electrical insulation, chemical stability, and dimensional repeatability all mattered. The team needed alumina tubing that could survive handling during assembly and remain consistent across short production runs.
Their internal group handled device design and final assembly, but the ceramic tube itself was outside their in-house capability. The geometry was tight: 1 mm outer diameter, 0.5 mm inner diameter, and a 0.25 mm wall. That is not much material to work with. During initial testing, we noticed the real concern was not only size, but also concentricity and edge condition. A small chip or ovality issue would have made the part unusable.

Challenge
The main difficulty was producing extruded and fired alumina tubes that stayed dimensionally stable after sintering. Thin-wall ceramic tubing tends to move during firing, especially when the wall is only 0.25 mm. Even slight distortion can close the bore or shift the centerline.
The customer also needed:
- 99.6% alumina purity for insulation and chemical resistance
- Tolerance control around ±0.05 mm on a miniature tube
- Consistent surface finish to support insertion and bonding
- Half-meter sample lengths for build testing and fixture validation
- Packaging that reduced breakage during transit
Lead time mattered as well. Their prototype window was short, and the assembly team could not wait for multiple failed trials. Their earlier sourcing attempts produced variation in ID and end squareness, which slowed down fit checks and created rework.
Why They Chose SAM
The team selected Stanford Advanced Materials (SAM) after reviewing our capability to supply small-diameter ceramic tubing with controlled geometry and custom cut lengths. We had already supported programs where thin-wall ceramics had to hold form after firing, so the geometry did not alarm us. It was difficult, yes. But not unusual.
Our global supply chain also helped. The customer needed a supplier who could respond quickly without forcing them into a long development cycle. SAM's ability to provide 99.6% alumina tubes from 0.5 mm to 50 mm OD, with wall thickness as thin as 0.25 mm, matched the part family they were trying to qualify.
We also discussed handling. That mattered more than some buyers expect. Small ceramic tubes can fail during packaging long before they fail in use. Our team found that controlling tray spacing and end protection early in the process reduced reject risk later. That suggested the shipment strategy was as important as the tube itself.
Solution Provided
We supplied custom 99.6% alumina ceramic tubes in the required 1 mm OD x 0.5 mm ID configuration, cut into 10 half-meter samples for evaluation and pilot assembly. The tubing was produced through controlled extrusion and firing, with inspection focused on bore consistency, wall thickness, and straightness after sintering.
Key technical controls included:
- Material purity: 99.6% alumina for electrical insulation and thermal stability
- Geometry: 1 mm OD / 0.5 mm ID with a 0.25 mm wall
- Tolerance target: ±0.05 mm for critical dimensions
- Length format: half-meter samples for prototype trimming and assembly trials
- Packaging: protective separation to reduce edge damage and breakage in shipment
During initial testing, we noticed the tube ends were the most sensitive area. So we paid closer attention to end quality and cut consistency, which helped the customer avoid minor trimming issues at their bench. We also made sure the sample set stayed consistent from piece to piece, so the engineering team could compare fit without wondering whether the material was changing underneath them.
Results & Impact
Once the samples arrived, the customer used them in fixture checks and early device builds. The tubes fit the intended subassembly without forcing the team to redesign adjacent parts. Bore alignment stayed acceptable for their application, and the surface finish was suitable for downstream handling and bonding trials.
A few outcomes stood out:
- Assembly checks moved faster because the tubing dimensions were consistent
- Breakage during handling was lower than in previous sample sets
- The team was able to proceed with validation using one material lot instead of sorting multiple mismatched pieces
- The short sample format made trimming and process trial work simpler
Nothing dramatic happened. That was the point. The material behaved the way it should have. In medical device work, that is usually the best result.
Key Takeaways
Thin-wall alumina tubing sounds straightforward until the part reaches a 1 mm OD scale. Then every variable matters: sintering shrinkage, concentricity, bore stability, and packaging integrity. SAM was able to support the customer with a small-format ceramic tube that fit the assembly path and held up through prototype handling.
For teams sourcing miniature ceramic components, the real value is not only the alumina grade. It is the combination of geometry control, batch consistency, and delivery discipline. In this case, that combination kept the program moving. That is often what engineering teams need most.


 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews