
 Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us

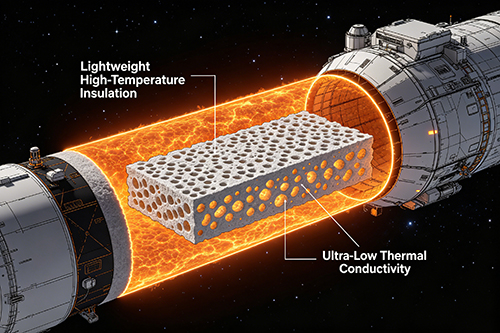
Reliable Silica Aerogel Felt for Extreme Aerospace Thermal Protection

Customer Background
Our customer, a leading player in the aerospace sector, had been developing thermal protection systems for spacecraft. Their engineering team was focused on achieving reliable performance in extreme environments. The project demanded materials that could easily manage rapid thermal fluctuations while ensuring even heat distribution over large areas. They required over 500 yards of silica aerogel felt that could maintain its low thermal conductivity and withstand operating temperatures up to 650°C. The customer's expertise was in spacecraft assembly and system integration, yet they had experienced challenges in sourcing a material that balanced thermal performance, lightweight characteristics, and overall consistency across such extensive quantities.
Challenge
The engineering team faced several inherent challenges in this project:
- Consistency over scale: The need to maintain uniform thermal insulation properties across 500+ yards of aerogel felt, with stringent tolerance requirements.
- Operating limits: The insulation had to perform reliably under operating temperatures reaching 650°C without any degradation of material properties.
- Material density and thickness: Achieving a density as low as 150 kg/m³ while offering customizable thickness panned out as a critical necessity.
- Manufacturing constraints: Silica aerogel production typically carries sensitivity to processing parameters. Even minor deviations in bonding, curing times, or environmental exposure could lead to variability in thermal performance.
During initial testing, we observed that slight deviations in processing temperatures led to marginal changes in density. This observation suggested that strict quality control was essential. Our customer was looking for a supplier who not only could meet these specifications but also provide robust data and consistency in every batch.
Why They Chose SAM
Stanford Advanced Materials (SAM) was the partner of choice because of our extensive track record and technical know-how built over 30 years. Our portfolio of 10,000+ advanced materials and a vast global customer base provided assurance that we understood the demands of aerospace applications.
- Technical expertise: Our team recognized early on that even small variations in processing could impact overall insulation performance.
- Customization: We were able to offer tailored thickness and density options to meet specific design requirements.
- Reputation for reliability: Our global supply network and proven quality assurance protocols ensured that the project timeline would be met without compromising on material integrity.
Throughout initial discussions, our engineers noted subtle inconsistencies in the customer's initial material estimates. This led to proactive advice that helped realign processing expectations before final production began.
Solution Provided
To address the challenges, we embarked on a multi-faceted solution to ensure the aerogel felt met every criterion for aerospace-grade thermal insulation:
We began with precision formulation. Our formulation process ensured the silica aerogel achieved a density target of 150 kg/m³ with a tolerance of ±5 kg/m³. This level of precision was critical; even marginal changes could affect insulation performance.
Next, the customization of thickness was executed through careful layering techniques. The process involved depositing the aerogel precursor in controlled environments followed by incremental curing steps. During early runs, minor thickness variations surfaced at the roll edges. In response, our process engineers adjusted the deposition speed and curing duration, leading to a final thickness uniformity within a margin of ±0.2 mm.
Thermal resistance was another area of focus. We confirmed that the material could reliably operate at temperatures up to 650°C by subjecting test samples to repeated thermal cycling. Each cycle involved heating the samples at controlled rates while monitoring for any density shifts or microstructural changes. In-line infrared thermography and post-cycling mechanical tests were conducted. These steps helped us understand that a slightly increased binder concentration would stabilize the thermal resistance over extended temperature exposure.
Packaging was the final package. Recognizing the challenges of handling 500+ yards of delicate material, we implemented custom spooling techniques along with moisture-controlled packaging to prevent premature degradation. The packaging process included vacuum-sealing sections of the roll to maintain the material's micro-porous structure. All technical data—spanning thickness, density, curing conditions, and maximum operating temperature—was recorded on each batch label, ensuring traceability and quality assurance during later assembly stages.
Results & Impact
The implemented approach yielded a product that met and exceeded the mission requirements.
- Consistent performance: The customized silica aerogel felt maintained an ultra-low thermal conductivity even under maximum thermal loads. Measurements confirmed that the density stayed within the narrow tolerance band of 150 kg/m³, ensuring the desired lightweight yet robust insulation.
- Uniformity over scale: The large-scale production run maintained uniform thermal performance across the entire 500+ yard length. Our quality control systems flagged only rare deviations, which were promptly addressed in-process.
- Thermal stability: Rigorous evaluation demonstrated that the material's performance was stable up to 650°C, ensuring robust thermal protection for the spacecraft.
- Reliability in integration: With all technical parameters clearly documented, the aerospace engineering team could confidently integrate the insulation material into their thermal protection system. There were no unexpected variances during testing, leading to smoother system-level validations.
During later performance reviews, our customer observed that the modified material consistently delivered results. The ability to fine-tune key parameters like density and thickness meant that the integration challenges were minimized.
Key Takeaways
This project underscores the importance of strict process control when working with advanced materials like silica aerogel felt for aerospace applications.
- Consistency matters: Achieving uniform performance over large surface areas is critical, especially when operating near material limits.
- Detailed engineering oversight: Proactive quality control, including in-line measurements and iterative adjustments, is essential.
- Tailored solutions: Customizing material properties to fit exacting specifications can resolve the inherent challenges posed by extreme thermal environments.
- Collaborative troubleshooting: Early and open technical dialogues allowed both our team and the customer to adjust expectations and align on performance metrics.
Such detailed engineering collaboration is at the core of our work at SAM. Our experience in supplying advanced materials not only helped us meet the customer's unique requirements but also enabled us to optimize the material's performance across the demanding realm of aerospace engineering.



 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews



