Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us

Different Purity Levels of Alumina Explained

Introduction
Alumina (aluminum oxide, Al₂O₃) is one of the most widely used advanced ceramic materials. It appears in products ranging from refractory bricks to semiconductor components. What determines its suitability for a given application is primarily its purity. Different purity levels mean different impurity profiles, which in turn affect mechanical strength, thermal stability, electrical properties, and optical performance.
This guide breaks down the common purity grades of alumina—what they are, where they are used, and why the purity level matters.
Technical Grade Alumina (Low Purity Alumina)
Typical Purity: 90% – 95%
Technical grade alumina is the workhorse of the ceramics industry. At this purity level, alumina contains noticeable amounts of impurities like silica (SiO₂), iron oxide (Fe₂O₃), and alkalis. These impurities are not removed during processing, which keeps costs low.
Why this purity is sufficient: In applications like refractory bricks, furnace linings, and cement, mechanical strength and thermal stability are more important than chemical purity. The presence of a glassy phase from impurities can actually improve thermal shock resistance by accommodating stress. Similarly, in basic ceramics and abrasives, the impurity level does not interfere with performance.
Common applications:
- Refractory bricks and shapes
- Cement kiln linings
- Abrasive grains
- Low-grade ceramic tiles
Limitations: This grade is not suitable where chemical resistance, electrical insulation, or optical clarity is required. The impurities create weak points for chemical attack and introduce color and opacity.
Industrial Grade Alumina (Medium Purity Alumina)
Typical Purity: 95% – 99%
As purity increases above 95%, impurities are reduced to levels where they no longer dominate the material's behavior. Industrial grade alumina offers improved chemical resistance and thermal stability compared to technical grade, while still being cost-effective for medium-duty applications.
Why this purity is sufficient: At this level, the remaining impurities are controlled enough that they do not interfere with surface chemistry or mechanical consistency. This makes the material suitable for catalyst supports, where surface area and chemical interaction matter, and for plasma-sprayed coatings, where consistent melting and flow behavior are required.
Common applications:
- Catalyst supports in chemical processing
- Protective coatings (plasma-sprayed alumina)
- Substrates for thick-film electronics
- Wear-resistant components
Limitations: While improved over technical grade, this purity still contains enough impurities to affect optical transparency and high-frequency electrical performance. It is not used for demanding electronic or optical applications.
High Purity Alumina (High Purity Alumina)
Typical Purity: 95% – 99%
As purity increases above 95%, impurities are reduced to levels where they no longer dominate the material's behavior. Industrial grade alumina offers improved chemical resistance and thermal stability compared to technical grade, while still being cost-effective for medium-duty applications.
Why this purity is sufficient: At this level, the remaining impurities are controlled enough that they do not interfere with surface chemistry or mechanical consistency. This makes the material suitable for catalyst supports, where surface area and chemical interaction matter, and for plasma-sprayed coatings, where consistent melting and flow behavior are required.
Common applications:
- Catalyst supports in chemical processing
- Protective coatings (plasma-sprayed alumina)
- Substrates for thick-film electronics
- Wear-resistant components
Limitations: While improved over technical grade, this purity still contains enough impurities to affect optical transparency and high-frequency electrical performance. It is not used for demanding electronic or optical applications.
Ultra High Purity Alumina
Typical Purity: 99.9% and above
Ultra high purity alumina represents the current limit of commercial alumina processing. At 99.9% and above, individual impurity elements are measured in parts per million (ppm) rather than percent. Total impurity levels are often below 1000 ppm, with some grades below 100 ppm.
Why this purity is required: When alumina is in direct contact with silicon wafers during semiconductor processing, any contamination can destroy devices—even parts per billion of certain elements can affect yields. Optical applications like infrared windows and domes require this purity to eliminate scattering centers and absorption bands that would otherwise degrade performance.
Common applications:
- Semiconductor wafer processing components
- Infrared optical windows and domes
- Precision microwave components
- Medical implants requiring absolute chemical inertness
- High-end analytical instrument parts
Limitations: Cost is extremely high compared to lower grades. Processing requires specialized equipment and rigorous quality control. This grade should only be specified when absolutely necessary.
Comparison Table
| Grade | Typical Purity | Key Impurity Limit | Common Applications |
|---|---|---|---|
| Technical Grade | 90% – 95% | Not specified | Refractories, cement, abrasives |
| Industrial Grade | 95% – 99% | Controlled for surface chemistry | Catalyst supports, coatings, substrates |
| High Purity | 99.5% – 99.9% | Transition metals < 100 ppm | LED substrates, laser ceramics, semiconductor fixtures |
| Ultra High Purity | 99.9%+ | Total impurities < 1000 ppm | Semiconductor processing, IR optics, medical |
Note: Purity ranges are approximate. Actual specifications vary by manufacturer and application. Always consult technical data sheets for exact values.
How to Choose the Right Grade
Selecting the appropriate alumina grade comes down to answering two questions:
-
What property do I need?
-
Mechanical strength and thermal stability → Technical or Industrial grade
-
Chemical resistance and surface consistency → Industrial or High purity
-
Optical or electronic performance → High or Ultra high purity
-
-
What impurities can I tolerate?
-
If your application involves high temperatures, look at alkali and silica limits
-
If it involves optics, look at transition metal limits (Fe, Cr, Ti)
-
If it involves semiconductors, look at all impurity limits
-
When in doubt, start with the lowest purity that meets your requirements—higher purity adds cost without benefit if the application doesn't demand it.
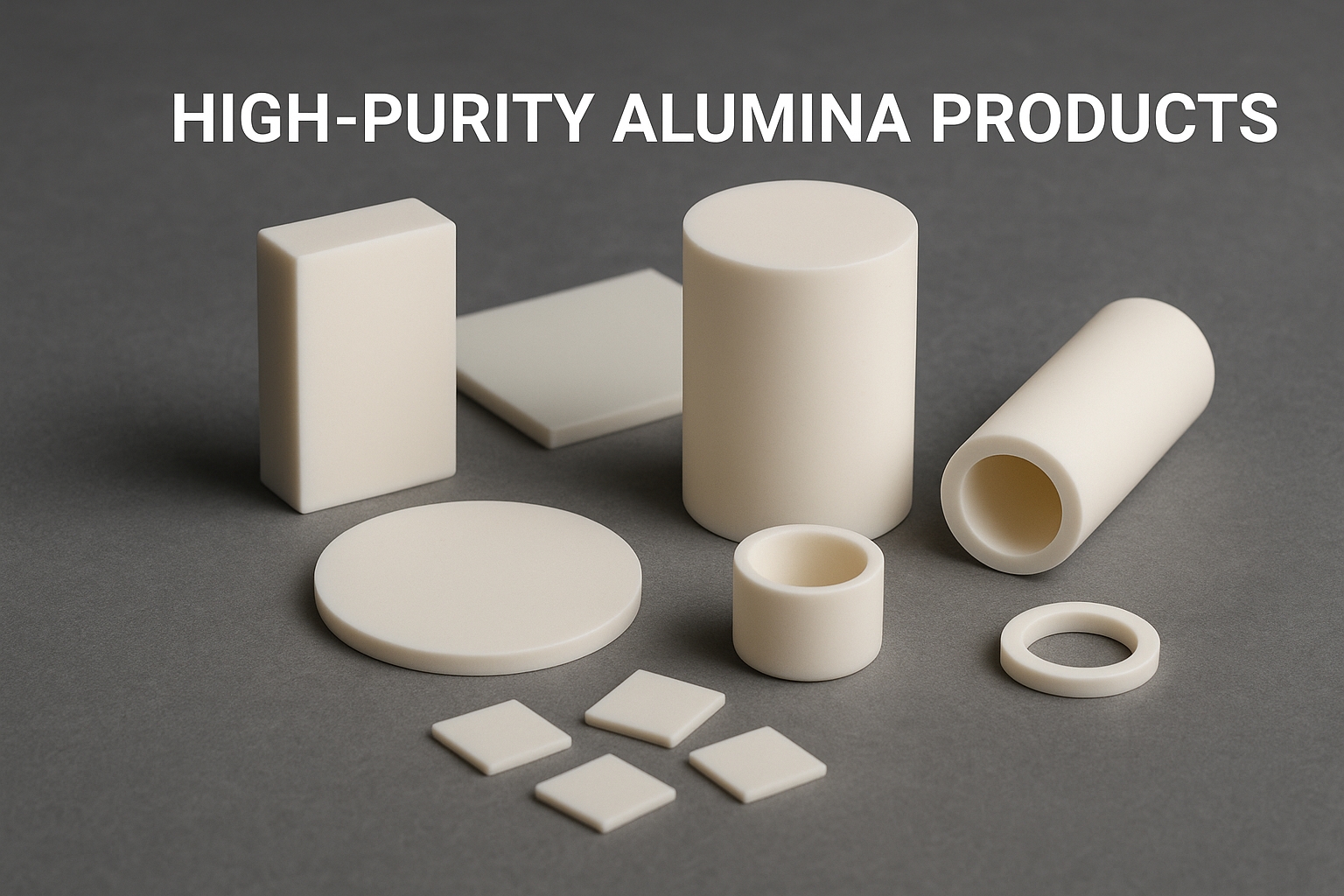
Alumina Products from Stanford Advanced Materials
Stanford Advanced Materials (SAM) supplies alumina products across all purity levels—from technical grade for refractories to ultra high purity for semiconductor and optical applications. Available forms include:
- Powders: Various particle sizes and purity grades
- Plates & Sheets: For substrates and mechanical components
- Rods & Tubes: For high-temperature fixtures
- Custom Machined Parts: To customer specifications
- Sputtering Targets: For thin film deposition
[Browse our alumina products] or [contact us] for technical data sheets and custom requirements.
Frequently Asked Questions
Q: What is the main use of technical grade alumina?
A: Technical grade alumina (90-95%) is used in refractories, cement, and basic ceramics where mechanical strength and thermal stability are more important than chemical purity. The impurities present—like silica and iron oxide—are acceptable in these applications and actually help lower processing costs by reducing sintering temperatures.
Q: What applications use industrial grade alumina?
A: Industrial grade (95-99%) is used in catalyst supports, protective coatings, and some electronic substrates. At this purity level, impurities are controlled enough that they don't interfere with surface chemistry or mechanical consistency, making it a good balance between cost and performance.
Q: Why is high purity alumina used in LEDs and lasers?
A: High purity alumina (99.5%+) has impurity levels low enough that they no longer cause optical absorption. In LED substrates and laser ceramics, even trace amounts of transition metals like iron or chromium can absorb light and reduce device efficiency. High purity eliminates this problem.
Q: Why does semiconductor manufacturing require ultra high purity alumina?
A: In semiconductor processing, components like wafer handlers and etch chambers contact wafers directly. Any contamination—even at parts per million levels—can transfer to wafers and destroy devices. Ultra high purity alumina (99.9%+) ensures that no contaminants reach the process.
Q: Does higher purity always mean better performance?
A: Not necessarily. Higher purity improves chemical resistance, optical clarity, and electronic properties, but it also increases cost and often requires different processing. For many applications—like refractories or abrasives—technical grade alumina performs perfectly well. Choose the purity that matches your requirements, not the highest available.
Q: What forms of alumina does SAM supply?
A: We supply alumina in powder, plate, sheet, rod, tube, and custom machined forms across all purity grades. We also offer alumina sputtering targets for thin film deposition. [Contact us] for specific requirements.




 Chin Trento
Chin Trento