
 Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us

What to Know about Spherical Powder and Powder Metallurgy Process

Powder metallurgy (PM) is a transformative technology that allows for the efficient and precise production of metal parts from powdered materials. As industries demand greater design freedom, higher performance, and reduced material waste, powder metallurgy has become a key enabler in advanced manufacturing.
Below, we break down what powder metallurgy is, how it works, and why spherical powders are essential to achieving consistent, high-quality results in sintering, hot isostatic pressing (HIP), and metal injection molding (MIM).
Understanding Powder Metallurgy Basics
--What Is Powder Metallurgy?
Powder metallurgy is a process that produces metal components from fine metal powders rather than melting or casting metal. It involves compacting the powder into a desired shape and then heating (sintering) it to bond the particles into a solid part.
PM is widely used to manufacture parts with complex geometries, tight tolerances, and minimal machining. It is commonly applied in aerospace, automotive, electronics, and medical devices.
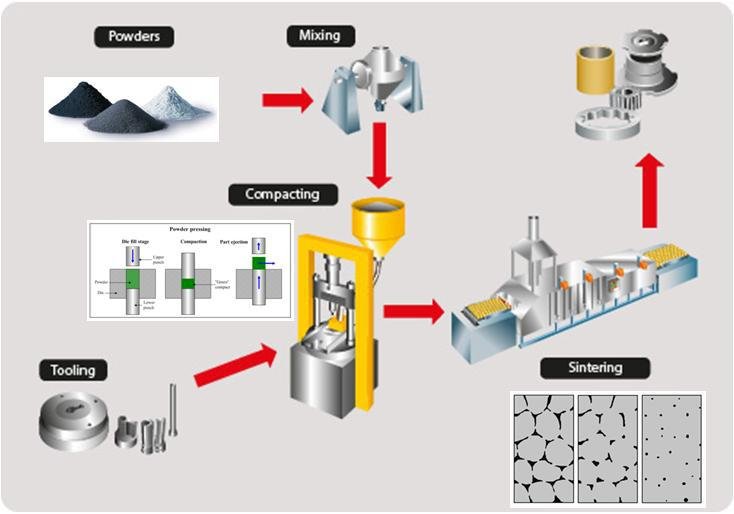
--4 Steps in the Powder Metallurgy Process
The general powder metallurgy process consists of four core stages:
1. Powder Production: Metal powders are produced through methods like gas atomization, mechanical milling, or chemical reduction. Spherical powders, often created by atomization, are prized for their superior flow and packing characteristics.
2. Blending and Mixing: Powders are mixed with lubricants or alloying elements to ensure uniformity and improve pressing behavior.
3. Compaction: The blended powder is compacted in a mold to form a "green" part. This step requires powders with excellent flowability and packing density.
4. Sintering: The compacted part is heated just below its melting point, causing the particles to bond and densify into a strong, solid structure.
Some parts may undergo additional processes such as Hot Isostatic Pressing (HIP) or debinding and sintering in Metal Injection Molding (MIM).
 [1]
[1]
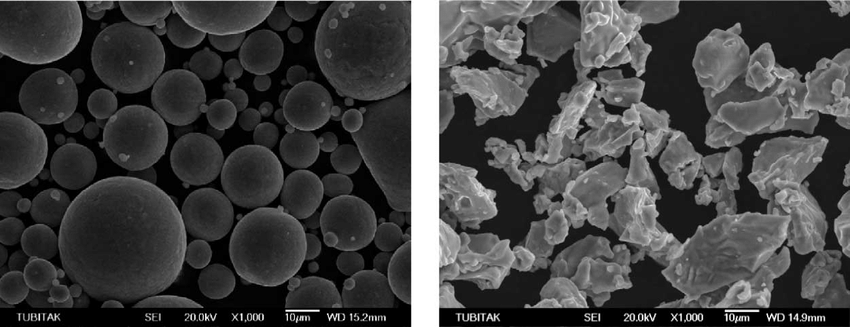
Why Use Spherical Powder in Powder Metallurgy?
The shape of the powder particles greatly influences the performance of the PM process. Spherical powders are preferred for several key reasons:
--Superior Flowability
Spherical powders exhibit lower inter-particle friction and better flow through hoppers, feedstocks, and dies. A study published in Powder Technology (Zhao et al., 2017) demonstrated that gas-atomized spherical 316L stainless steel powders had 40–60% higher Hall flow rates than water-atomized irregular powders of similar size. This directly translates to smoother die filling and more uniform green parts.
--Higher Packing Density
Tightly packed particles reduce voids and increase green body integrity. According to ASTM B527 tap density tests, spherical Ti-6Al-4V powders regularly achieve 60–65% of theoretical density, compared to 45–50% for irregular counterparts. High packing density also improves thermal conductivity during sintering, enhancing densification.
--Improved Uniformity and Green Strength
Uniform particle shape leads to more consistent compaction behavior. In an internal case study by Stanford Advanced Materials (SAM), spherical cobalt-chromium alloy powders produced parts with 17% higher green strength and 14% lower dimensional variation post-sintering compared to milled powders.
--Enhanced Sintering Behavior
Spherical powders promote better interparticle contact, enabling rapid neck growth and densification. For example, researchers at Fraunhofer IFAM found that spherical 316L powders sintered at 1320 °C achieved >97% relative density after 60 minutes, while irregular powders required higher temperatures and still showed higher porosity.
 [2]
[2]
Spherical Powder and Powder Metallurgy Process
In short, spherical powders improve every stage of the PM process—from powder handling to final part performance. Take the case of sintering, HIP, and MIM for example.
--Spherical Powder and Sintering
In conventional pressing and sintering, spherical powders offer multiple advantages:
- Better mold filling and compaction for uniform green parts
- Stronger green bodies due to better interparticle bonding
- Efficient densification during sintering with reduced shrinkage and warping
- Improved mechanical properties in the final part
Using spherical powders enhances reliability and repeatability in sintered components, making them ideal for structural parts, filters, and tooling applications.
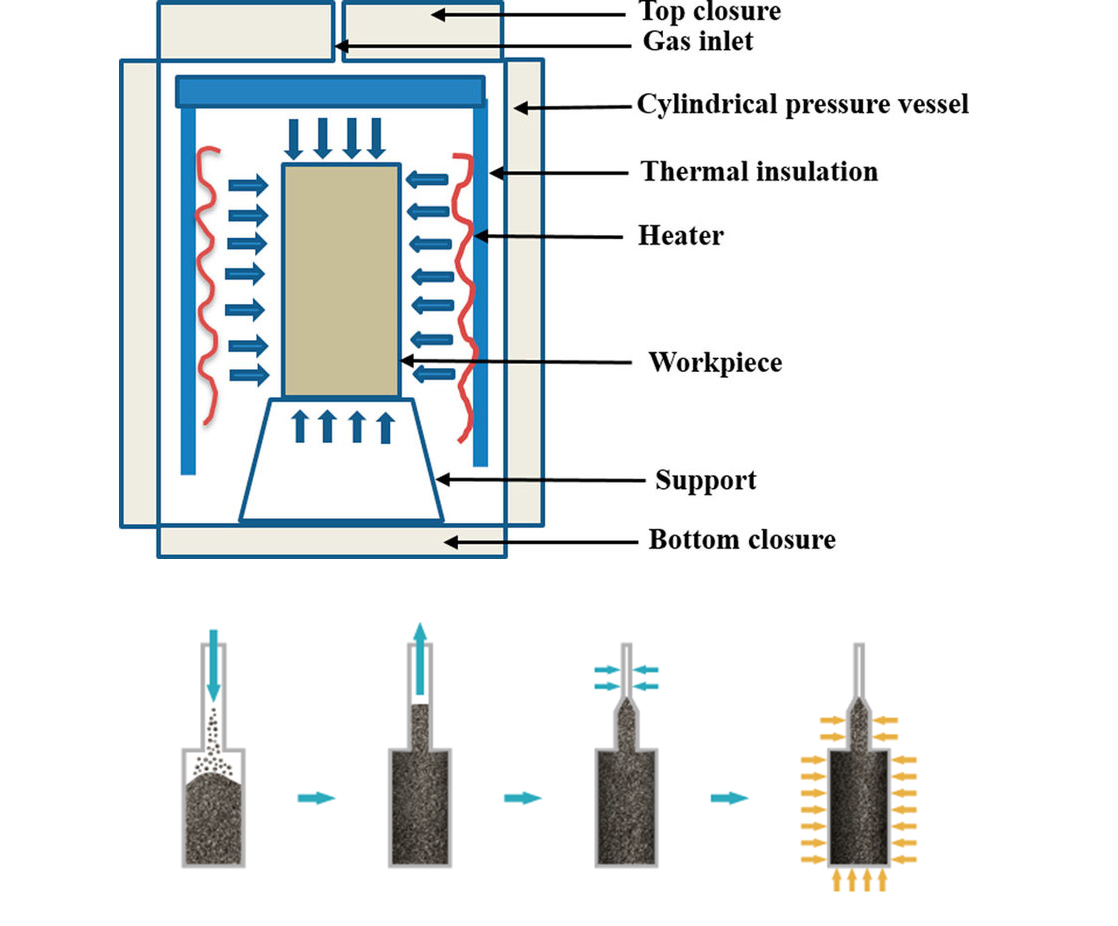
--Spherical Powder and Hot Isostatic Pressing (HIP)
Hot Isostatic Pressing (HIP) involves applying high temperature and isostatic gas pressure to fully densify metal parts. It is used either to directly consolidate powders or to eliminate porosity in pre-formed parts.
Spherical powders are ideal for HIP because they:
- Achieve higher tap density, ensuring uniform compaction
- Promote even heat distribution during processing
- Minimize internal porosity for improved mechanical integrity
- Enable complex shapes with consistent microstructures
HIP with spherical powder is widely used in critical applications such as turbine blades, orthopedic implants, and aerospace structural components.
 [3]
[3]
--Spherical Powder and Metal Injection Molding (MIM)
MIM combines metal powders with polymer binders to form feedstock for injection molding. After shaping, the binder is removed, and the part is sintered to full density.
Spherical powders are essential in MIM for:
- Smooth feedstock flow during injection
- High powder loading, which minimizes shrinkage
- Efficient debinding and sintering, resulting in strong, defect-free parts
- Fine particle sizes (<38 µm), which enhance surface finish and densification
Spherical MIM powders are commonly used for small, complex, high-precision components in the medical, dental, electronics, and firearm industries.
Conclusion
Powder metallurgy is unlocking new possibilities in metal part manufacturing—but the true key to success lies in the quality of the powder. Spherical powders provide the flowability, packing, and consistency required for high-performance sintering, HIP, and MIM processes.
Stanford Advanced Materials (SAM) supplies a wide range of high-purity spherical metal powders precisely engineered for PM applications. Whether you’re developing structural components, medical devices, or aerospace parts, SAM’s powders are designed to support your innovation with performance you can trust.
Reference:
[1] Tripathy, Aravind & Sarangi, Saroj Kumar & Chaubey, Anil. (2018). A Review of Solid State Processes in Manufacture of Functionally Graded Materials. International Journal of Engineering and Technology. 7. 1-5. 10.14419/ijet.v7i4.39.23686.
[2] Gülsoy, H & Gülsoy, Nagihan & Calışıcı, Rahmi. (2014). Particle morphology influence on mechanical and biocompatibility properties of injection molded Ti alloy powder. Bio-medical materials and engineering. 24. 1861-73. 10.3233/BME-140996.
[3] Sahoo, Silani & Jha, Bharat & Mandal, Animesh. (2021). Powder metallurgy processed TiB 2 -reinforced steel matrix composites: a review. Materials Science and Technology. 37. 1-21. 10.1080/02670836.2021.1987705.


 Chin Trento
Chin Trento



