Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us

Carbon Fiber Lightweighting Reshapes the Future of the Automotive Industry

Abstract
In the current global landscape, the automotive industry faces significant challenges from intensifying energy crises and growing environmental concerns, driving an urgent need for technological innovation. Within this context, new energy vehicles (NEVs), particularly electric vehicles (EVs), have emerged as a critical pathway toward energy conservation and emission reduction. However, achieving greater energy efficiency remains a key challenge, underscoring the importance of continued research into advanced solutions.
The market dynamics highlight this urgency. For instance, the U.S. EV market, while showing growth, exhibited high volatility in 2025 due to policy shifts. A pre-subsidy expiration surge was followed by a sharp decline, revealing the industry's vulnerability to external incentives and its ongoing transition from policy-driven to market-driven growth. This environment intensifies the pressure to develop core technologies that improve performance and cost-effectiveness independent of subsidies.
Lightweighting has thus become a central strategy for enhancing the efficiency, range, and sustainability of next-generation vehicles. Among advanced materials, carbon fiber composites stand out due to their exceptional specific strength and stiffness, offering transformative potential for automotive design. This paper systematically examines the role of carbon fiber composites in automotive lightweighting. It explores their applications in critical areas such as body structures and battery systems, analyzes their core advantages in weight reduction, safety, and design flexibility, and addresses persistent challenges related to cost, manufacturing scalability, and recycling. Finally, the paper outlines future trends aimed at broader commercialization through material innovation, process optimization, and circular economy models.

Fig. 1 Carbon Fiber Fabric
1 Introduction to Carbon Fiber Materials
1.1 Introduction to Material Properties
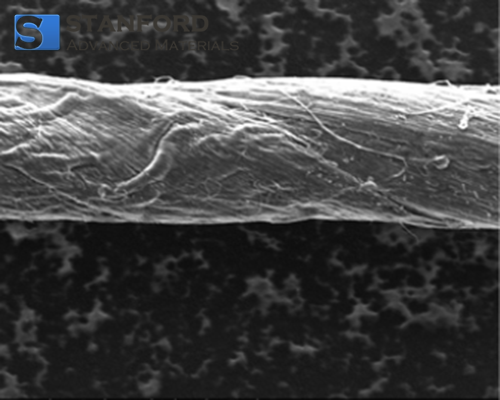
Carbon fiber is a high-performance material consisting predominantly of carbon atoms, renowned for its exceptional combination of properties, including high specific strength and stiffness, excellent fatigue resistance, and low thermal expansion. These properties originate from its microstructure: the alignment of graphitic basal planes parallel to the fiber axis, resulting from the controlled pyrolysis of precursor polymers. This anisotropic structure grants the fiber superior mechanical performance along its axis while maintaining a very low density, yielding specific strength and modulus values that are among the highest of all engineering materials. Consequently, carbon fiber serves as the premier reinforcing phase in advanced composite materials.
Industrial production is primarily based on three precursor systems: polyacrylonitrile (PAN), petroleum or coal-tar pitch, and rayon (viscose). PAN-based carbon fibers dominate the market, offering the best balance of mechanical properties and processability for structural applications. Pitch-based fibers can be tailored for ultra-high modulus or thermal conductivity, while rayon-based fibers are niche. Performance and cost vary significantly across these categories and their sub-grades, making precise classification essential. The term "carbon fiber" thus encompasses a broad family of materials.
Nomenclature has evolved from historical systems that combined precursor type, heat treatment temperature (e.g., LHT for low, HHT for high), and mechanical grade (e.g., HT for high strength, HM for high modulus, UHM for ultra-high modulus). While such classifications provide a general framework, they have limitations in capturing the full spectrum of modern fiber properties. Today, detailed specifications are defined by manufacturers and international standards, specifying parameters such as tensile strength and modulus, filament count, tow size, surface treatment, and sizing chemistry, which are critical for composite design and processing.

Fig. 2 Microstructure of Carbon Fiber Materials
1.2 Manufacturing Process Overview
The industrialization route for modern carbon fiber production is the precursor fiber carbonization process. The composition and carbon content of the three types of raw material fibers used are shown in the table.
Table 1 Primary Precursors (Protofibrils) for Carbon Fiber Production and Their Properties
|
Original Fiber Name |
Primary Chemical Composition |
Carbon Content (%) |
Carbon Fiber Yield (%) |
|
Viscose fiber |
(C₆H₁₀O₅)ₙ |
45 |
21 – 35 |
|
Polyacrylonitrile fiber |
(C₃H₃N)ₙ |
68 |
40 – 55 |
|
Asphalt fiber |
C, H |
>85 (typical 95) |
80 – 90 |
The conversion of polymeric precursors (e.g., PAN, pitch) into carbon fiber involves a series of critical thermochemical treatments. The primary steps are stabilization (or oxidation, typically at 200–300°C in air to render the precursor infusible), carbonization (at approximately 1000–1500°C in an inert atmosphere to drive off non-carbon elements), and optional graphitization (at temperatures above 2500°C to enhance crystalline alignment and modulus). Subsequent surface treatment (e.g., electrochemical oxidation) and sizing (application of a protective polymer coating) are essential to optimize the fiber's adhesion to the matrix resin in composite materials. An alternative, less common production method is Chemical Vapor Deposition (CVD), which catalytically grows discontinuous filaments from hydrocarbon gases, yielding fibers with distinct structures and properties.
For automotive applications, the transformation of carbon fibers into structural components relies on several mature manufacturing processes, each suited to different part geometries, volumes, and performance requirements.
2 Applications of Carbon Fiber in the Automotive Industry
The application of carbon fiber in the automotive industry is expanding from high-end to mainstream segments, with its core value lying in enhancing performance and energy efficiency through extreme weight reduction. The table below summarizes its key applications and examples across different vehicle segments:
Table 2 Key Applications and Examples of Carbon Fiber Across Different Vehicle Segments
|
Application Areas |
Primary Application Components |
Core Advantages |
Representative Cases/Technologies |
|
High-performance and luxury vehicles |
Monocoque body, chassis frame, interior, and exterior trim |
Ultra-lightweight construction, exceptional rigidity, enhanced handling, and safety |
Lamborghini LB744, McLaren W1 |
|
Gradual penetration into mainstream passenger cars |
Local reinforcement parts, battery pack housing, wheels |
Significant weight reduction, extended range, optimized energy consumption |
BMW i Series, Audi e-tron, Carbon Fiber Wheels |
|
Benchmark applications in racing and supercars |
Full carbon fiber monocoque cockpit |
The ultimate benchmark for performance and safety |
McLaren F1 (pioneer), F1 racing technology transfer |
|
Emerging field in new energy vehicles |
Electric drive system rotor, hydrogen storage tank |
Boosting electric drive efficiency, enabling high-voltage hydrogen storage, and directly increasing range |
GAC Quark electric drive, 70MPa Type IV hydrogen storage tank |
2.1 High-Performance and Luxury Vehicles
In high-performance automotive engineering, the application of carbon fiber is pivotal for constructing monocoque bodies and chassis frames, where maximizing rigidity while minimizing mass is paramount. A leading example is the Lamborghini LB744 hybrid hypercar, which features a novel carbon fiber monocoque. Its front section utilizes "Forged Composites®," a proprietary short-fiber compression molding technology. This approach reduces the weight of the front structure by 20% compared to an aluminum design while increasing overall torsional stiffness by 25%, providing the structural integrity required to manage power outputs exceeding 1,000 horsepower. Similarly, McLaren's flagship W1 supercar employs an "Aerocell" monocoque cockpit, a technology derived from Formula 1. It incorporates hand-laid ultra-lightweight prepregs and an integrated fixed-seat design, resulting in the lightest and stiffest monocoque in the brand's history.
2.2 The Gradual Penetration of Mainstream Passenger Vehicles
In the mainstream automotive sector, the application of carbon fiber is strategically focused on targeted reinforcement of key components to optimize cost-effectiveness and performance. An early benchmark was set by the BMW i3, which featured a passenger cell made from carbon fiber reinforced plastic (CFRP), known as its LifeDrive architecture with a Carbon Core, achieving significant weight savings. Current implementations are more selective. For example, the Audi e-tron utilizes a CFRP rear roof crossmember to lower the vehicle's center of gravity. Similarly, the NIO ET7 incorporates CFRP in its roof reinforcement beams, enhancing torsional stiffness while reducing the weight of these parts by approximately 30% compared to conventional materials. Another significant application is in wheel production; carbon fiber wheels can be 30-40% lighter than their forged aluminum counterparts, substantially reducing unsprung mass for improved handling, ride quality, and acceleration. Furthermore, carbon fiber composites are increasingly considered for battery pack enclosures in electric vehicles. The high specific strength and stiffness of CFRP can contribute to significant overall mass reduction for the battery system, which is critical for extending vehicle range.

Fig. 3 BMW I3 Featuring Carbon Fiber Components
2.3 The Benchmark Application for Race Cars and Supercars
Motorsport has functioned as both the proving ground and primary driver for the advancement of carbon fiber composites in automotive design. The pinnacle of this application is the carbon fiber monocoque, a singular structure that integrates the chassis, cockpit, and critical safety cells, providing unmatched rigidity, crash protection, and weight savings. This technology's transfer to production supercars began decisively with the 1992 McLaren F1, the first road car to feature a carbon fiber monocoque tub. Its labor-intensive fabrication required over 6,000 hours, underscoring the material's initial exclusivity. Today, this racing pedigree is directly evident in modern hypercars. The monocoques of vehicles like the McLaren W1 (featuring the 'Aerocell') and contemporary Lamborghini models are direct descendants of this racing technology, utilizing advanced derivatives of the same core manufacturing principles to achieve exceptional performance.
2.4 Emerging Fields in New Energy Vehicles
The imperative for efficiency in new energy vehicles (NEVs) magnifies the value proposition of carbon fiber composites. While lightweighting vehicle structures indirectly extends range—a 10% reduction in curb weight can improve electric vehicle range by approximately 6-8%—its direct integration into the electric powertrain offers further gains. For example, GAC Group has developed electric motor rotors reinforced with carbon fiber, allowing them to safely operate at speeds exceeding 30,000 RPM. This innovation increases power density and efficiency, contributing directly to an estimated range extension of 30-50 km in their models.
For hydrogen fuel cell vehicles (FCEVs), carbon fiber is an enabling material without a substitute for Type IV high-pressure storage tanks. The carbon fiber filament winding in these vessels is what makes the safe storage of hydrogen at 70 MPa possible, achieving a gravimetric storage density of around 7%. This high-pressure-to-weight performance is fundamental to achieving competitive driving ranges for FCEVs. Manufacturers globally utilize advanced processes like dry winding to produce these critical tanks with improved efficiency and consistency.

Fig. 4 Carbon Fiber Hydrogen Cylinder
3 Core Strengths and Values
3.1 Weight Reduction Benefits
The benefits of automotive lightweighting are quantifiable across multiple performance domains. Most directly, reducing mass lowers the energy required for propulsion. Studies indicate that for battery electric vehicles, a 10% reduction in vehicle weight can extend driving range by approximately 6-8%, a critical metric for consumer adoption. In commercial applications, this translates to direct economic value; for example, mass saved through lightweight materials or design integration can be reallocated to increased payload capacity within gross vehicle weight limits, thereby boosting revenue per trip.
Furthermore, reduced mass profoundly improves dynamic performance. Lower inertia enables quicker acceleration, more responsive handling, and reduced braking distances. System-level engineering that combines lightweight structures with optimized powertrains can yield significant gains in efficiency and power delivery. For electric vehicles, carbon fiber composites offer a particularly transformative potential through multifunctional integration. Pioneering research, such as that on structural battery composites from Chalmers University of Technology, explores embedding energy storage within load-bearing carbon fiber components. This approach could reduce system mass beyond conventional lightweighting, with studies suggesting the potential to increase range by up to 70% by effectively eliminating the separate battery pack mass.
3.2 Safety and Durability
Beyond lightweighting, carbon fiber composites offer transformative passive safety benefits due to their tailorable crash performance. Unlike isotropic metals, composites allow engineers to program energy absorption by designing specific fiber orientations and laminate sequences. This enables precise control over deformation modes to maximize crash energy management while maintaining passenger cell integrity. A compelling example is research from Oak Ridge National Laboratory on a novel carbon fiber lattice structure. Compared to a standard triangular lattice, the optimized design demonstrated a 68% increase in energy absorption and a 70% reduction in peak crushing force, significantly improving occupant protection metrics. Remarkably, the structure exhibited excellent elastic recovery with minimal permanent deformation, highlighting a potential for reusable or repairable components.
Regarding long-term durability, carbon fiber composites exhibit superior fatigue resistance and inherent corrosion immunity. They do not suffer from electrochemical corrosion, ensuring performance stability in corrosive environments like road salt or high humidity. Furthermore, their fatigue strength surpasses that of aluminum and high-strength steel, meaning they better withstand the cyclic stresses of daily driving over the vehicle's lifetime. This combination enhances structural longevity and can reduce lifecycle maintenance costs associated with fatigue damage or corrosion repair.

Fig. 5 Carbon Fiber Chassis Vehicle
3.3 Design Freedom
Carbon fiber composites fundamentally expand design freedom by transcending the constraints of traditional metal forming. Manufacturing processes like resin transfer molding (RTM) enable complex, consolidated parts—such as integrated door rings or rear frames—to be manufactured as single pieces, replacing assemblies of dozens of stamped and welded metal components. This reduces part count, simplifies assembly, and improves structural continuity. Crucially, it allows for functional grading within a single part. For instance, a carbon fiber B-pillar can be engineered with tailored layups: its upper section optimized for high-strength intrusion resistance, while its lower section is designed for controlled energy absorption, achieving an optimal blend of rigidity and crash performance within one component.
This geometric freedom is equally transformative for aerodynamic efficiency. Designers are liberated from the draft angles and parting lines required for metal stamping or plastic injection molding, allowing for truly optimal fluid shapes. For example, mirror housings can be produced with bespoke, aerodynamic forms using additive manufacturing and composites, reducing weight and drag significantly. Looking forward, the principles of adaptive aerodynamics are being explored. Inspired by aerospace concepts like NASA's morphing wing, which uses lightweight lattice structures to alter shape, future high-performance vehicles may incorporate intelligent carbon fiber components that dynamically adjust to optimize downforce and reduce drag in real-time.
Table 3 Differences in Design Flexibility Between the New Process and Traditional Processes
|
Feature Dimension |
Traditional Metalworking (Stamping/Casting) |
Carbon Fiber Composites/Advanced Forming Processes |
|
Development Cycle |
Lengthy (constrained by mold design and manufacturing) |
Significantly reduced (e.g., over 80% reduction via 3D printing) |
|
Part Integration |
Low, requiring assembly of multiple parts |
High, enabling multi-part integrated molding |
|
Geometric Complexity |
Limited, necessitating consideration of demolding and welding accessibility |
Virtually unlimited, capable of manufacturing complex surfaces, internal cavities, and irregular structures |
|
Functional Integration |
Challenging, often requiring additional fixtures |
Easy, allowing integration of structural, lightweight, aerodynamic, and aesthetic functions |
|
Weight Optimization |
Primarily achieved through material substitution and thickness reduction |
Enables precise material distribution along stress paths through topology optimization |
4 Challenges and Bottlenecks
4.1 Cost Issues
The primary barrier to the widespread adoption of carbon fiber composites is their high cost, which is rooted in the energy-intensive manufacturing process. A significant portion of the precursor material mass is lost during pyrolysis; for common polyacrylonitrile (PAN)-based fiber, the yield is typically only 45-50%. Furthermore, the carbonization and graphitization steps require substantial energy, making production expenses—including raw materials, energy, and capital depreciation—the dominant cost factor. As a result, the price of standard commercial-grade PAN-based carbon fiber remains between $20 and $30 per kilogram. Two strategic pathways are being pursued to reduce costs: economies of scale, where large-scale production lines can lower specific costs, and alternative precursors, such as low-cost coal tar or petroleum pitch, which hold promise for significant cost reduction in certain fiber grades.
Recycling presents a distinct challenge for both the economics and sustainability of carbon fiber. While technical pathways exist—primarily pyrolysis (thermal decomposition of the resin) and emerging solvolysis (chemical dissolution) methods—they face hurdles. Although solvolysis can recover fibers with high tensile strength retention, maintaining the original fiber modulus and achieving consistent, high-quality recycled material at a low cost remains difficult. Currently, most end-of-life carbon fiber waste is downcycled or landfilled, as a cost-effective, closed-loop recycling ecosystem capable of returning fibers to high-value structural applications is not yet fully established.

Fig. 6 Carbon Fiber Recycling Pyrolysis
4.2 Production Technology and Supply Chain
A primary obstacle to the high-volume use of carbon fiber in mainstream automobiles is the production throughput of the fibers themselves. The rate-limiting step is often the carbonization process, where precise temperature control and safety requirements have historically limited line speeds. Advancements in process automation, oven design, and real-time monitoring are pushing these boundaries. For instance, modern lines aim to increase throughput significantly, with technological developments targeting speeds that could eventually allow for greater scalability and lower cost per kilogram.
The integration of carbon fiber composites necessitates a fundamental shift in automotive supply chains and engineering practices. It moves beyond component substitution to require material-process-design co-development from the earliest stages. This demands deep, collaborative partnerships between OEMs and material suppliers, often involving shared R&D to solve application-specific challenges. An illustrative case is the development of the carbon fiber rear spoiler for the BYD Yangwang U9, which involved close collaboration with material experts. The joint team conducted extensive material selection, structural simulation, and wind tunnel validation to meet stringent performance targets. This model of co-engineering partnership represents a paradigm shift from the transactional supplier relationships common in traditional metal-based manufacturing.
4.3 Connection and Maintenance
Integrating carbon fiber composites with traditional steel or aluminum body structures presents a significant engineering hurdle due to material incompatibility. The primary risk is galvanic corrosion, driven by the difference in electrical potential between the conductive carbon fiber and the metal when an electrolyte (like road salt or moisture) is present. Additionally, mismatched coefficients of thermal expansion can induce stress at the joint. To address this, connections are designed as multi-material hybrid systems. This involves using non-conductive, structural adhesives combined with insulated mechanical fasteners (e.g., rivets, bolts with sleeves) and sealants to create a robust, durable, and corrosion-resistant joint.
The repair of carbon fiber components is a highly specialized and costly process, which impacts lifecycle economics. Unlike metal dent repair, damaged composites typically require sectional repair—the careful removal of the damaged ply layers and the bonded integration of a new, pre-cured patch with precise fiber alignment. This demands controlled environments, autoclave or vacuum bag curing, and certified technician expertise. While such repairs can restore structural integrity, the labor intensity, specialized equipment, and time required often make repair costs prohibitive—frequently 60-80% of the cost of a new part. This high repair threshold poses a challenge for widespread adoption in high-volume, cost-sensitive vehicle segments and affects insurance and total cost of ownership considerations.

Fig. 7 Automotive Carbon Fiber Composite Structures
5 Future Development Trends
5.1 Breakthrough in Low-Cost Technology
The pursuit of low-cost carbon fiber is advancing along two primary fronts: alternative precursors and high-throughput manufacturing. Beyond traditional PAN, precursors like coal tar pitch and petroleum pitch offer potential cost reductions for certain performance grades. For instance, technologies converting coal-based heavy products into general-grade carbon filaments are being scaled from demonstration plants. More significantly, mesophase pitch-based carbon fibers represent a high-performance niche, offering exceptional thermal conductivity (exceeding 1000 W/(m·K)) for specialized applications like thermal management, albeit at a cost.
Simultaneously, manufacturing cycle times are being drastically reduced. The industry is moving away from reliance on slow autoclave curing for all parts. Processes such as high-pressure resin transfer molding (HP-RTM) and automated compression molding of Sheet Molding Compound (SMC) enable the production of large components, like battery covers or body panels, in cycle times of 1-3 minutes. This shift towards rapid, automated forming is essential for meeting the volume and cost requirements of the mainstream automotive sector.
5.2 Material Innovation and Multi-Material Hybrid Structures
Carbon fiber is not meant to operate in isolation; its future lies in intelligent hybrid designs with metal materials to achieve the optimal balance of performance, weight, and cost. In practice, these hybrid structures typically use steel or aluminum alloy as the main framework, with carbon fiber composites embedded or bonded at critical stress points for reinforcement. A prime example is the carbon fiber composite rear floor panel in the NIO ES6. Weighing just 5.3 kilograms, this component achieves over 30% weight reduction compared to an aluminum alloy solution and has successfully entered mass production. In more complex body designs, such as the iCAR V23 model, the side protection assembly innovatively employs PVD coating combined with carbon fiber lamination. Within a 0.8-millimeter thin layer, it integrates rigid protection with an internal carbon fiber prepreg-based bending resistance system, demonstrating the capability of multi-material integration to achieve multifunctionality within limited space.
5.3 Circular Economy and Sustainable Development
Achieving the circular utilization of carbon fiber is the cornerstone of sustainable industrial development. Current technological breakthroughs focus on efficient resin depolymerization and the substitution of bio-based precursor fibers. In the recycling sector, traditional pyrolysis methods damage fibers, while emerging chemical recycling approaches show great promise. For instance, an acetic acid depolymerization method published in Nature efficiently decomposes specific epoxy amine resins within one hour, recovering high-quality carbon fibers at an estimated cost as low as $1.5 per kilogram. Another study in Nature Synthesis employs "synergistic electrolysis" to convert low-value resin oligomers generated during recycling back into reprocessable high-performance materials, offering a novel approach to closed-loop resin recycling. Regarding source substitution, 100% bio-based carbon fiber has become a reality. Companies like South Korea's Hyosung Group have successfully produced polyacrylonitrile precursor fibers from plant-based feedstocks. The resulting carbon fibers match the performance of petroleum-based products while reducing the full life-cycle carbon footprint by 15%-25%, earning recognition from automakers like BMW and Audi.
Table 4 Different Preparation Technologies for Carbon Fiber
|
Technical Pathways |
Core Principles |
Key Advantages/Data |
Applicability and Challenges |
|
Acetic Acid Depolymerization Method |
Chemically decomposing epoxyamine resin using acetic acid |
1-hour fiber recycling process, cost approx. $1.5/kg, 99% reduction in carbon emissions |
Highly efficient for specific resin systems with significant economic potential |
|
Synergistic Electrolysis Method |
Electrochemically reconstructing recycled resin oligomers |
Upgrades low-value oligomers into reprocessable high-performance materials |
Achieves resin closed-loop recycling; relatively novel technology currently in laboratory phase |
|
Pyrolysis Method (Traditional) |
High-temperature oxygen-free decomposition of resin |
Relatively mature technology with initial commercialization achieved |
Fiber properties are compromised, resin components are incinerated, and value utilization remains low |
5.4 Smart Manufacturing
Intelligent manufacturing technologies are transforming carbon fiber component production from a craft reliant on master craftsmen's experience into a digital engineering process capable of precise prediction, control, and replication. At its core lies the digital twin, which creates virtual models of production lines, materials, and processes to conduct full-process simulations before actual manufacturing. This significantly shortens new product development cycles and anticipates process risks. In specific production stages, the integration of Automated Fiber Placement (AFP) and Automated Tape Laying (ATL) technologies replaces manual labor with robots. These systems lay carbon fiber prepregs with millimeter-level precision, ensuring consistency and high quality in complex curved components. Simultaneously, AI-powered visual inspection systems are increasingly replacing manual visual checks. These systems monitor production quality in real-time during welding, painting, and final assembly, enabling millisecond-level defect identification and interception. This fundamentally ensures the high reliability of carbon fiber composite components. Collectively, these technologies form the intelligent foundation supporting the large-scale, high-quality manufacturing of carbon fiber.
6 Conclusion
Carbon fiber composites, with their exceptional lightweight properties, have become a key material driving automotive electrification and high performance, directly enhancing range, safety, and design flexibility. However, their widespread adoption remains constrained by bottlenecks such as high costs, production efficiency, and recycling technology. Moving forward, breakthroughs must rely on collaborative innovation across the entire industrial chain—overcoming cost barriers through novel raw materials, intelligent manufacturing, and circular technologies to build a sustainable ecosystem. As technology matures and costs decline, carbon fiber is accelerating its transition from a "premium option" for top-tier performance to a mainstream solution balancing affordability and environmental sustainability. This evolution is propelling the automotive industry into a new era defined by lighter, stronger, and greener vehicles.
Realizing this future relies on advanced materials.
Stanford Advanced Materials (SAM) supplies the critical high-purity chemicals and engineered materials that enable innovation in automotive lightweighting and electrification, from R&D to production.
Explore materials solutions or consult with our experts for your project:
[ Browse Automotive Materials ] | [ Contact an Expert ]
References
[1]Oak Ridge National Laboratory. (Year). Study on energy-absorbing structures of carbon fiber reinforced composites. U.S. Department of Energy.
[2]Chalmers University of Technology. (Year). Research on structural batteries for electric vehicles. Chalmers University of Technology, Sweden.
[3]Liu, Z. (2022). Lightweight design of carbon fiber rear floor for electric vehicle. Journal of Agricultural Equipment and Vehicle Engineering, (5).
[4]Application research on the lightweight design and optimization of carbon fiber reinforced polymers (CFRP) floor for automobile. (2022). Polymers, 14(21), 4768.
[5]Lamborghini S.p.A. (Year). Technical overview of the forged composites technology in LB744 monofuselage [Press release / Technical report].
[6]McLaren Automotive. (Year). McLaren W1 Aerocell monocoque: Technology deep dive [Press release / Technical white paper].
[7]NIO. (Year). Lightweight engineering of the ES6 carbon fiber rear floor [Press release / Engineering report].
[8]BYD & Hongyi New Materials. (Year). Joint development report on the carbon fiber rear wing for Yangwang U9 [Joint press release / R&D summary].

 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews